НЕПОСРЕДСТВЕННОЕ ВОЗДЕЙСТВИЕ ЭЛЕКТРОННОГО ПУЧКА НА ПОВЕРХНОСТЬ МАТЕРИАЛА (ПРЯМАЯ МОДИФИКАЦИЯ)
При воздействии мощных импульсных электронных пучков на материал его слой толщиной порядка длины пробега электронов в данном материале (от 10 до 100 мкм) очень быстро нагревается до температуры фазовых переходов.
По окончании импульса пучка нагретый слой быстро охлаждается процессом теплопроводности в глубину материала. В результате изменяются свойства поверхностного слоя:
•изменяется микроструктура - размер зерна уменьшается от сотен микрон до долей микрона, возможен переход в аморфное состояние и формирование наноструктур;
•изменяется фазовый состав, при этом возможно появление метастабильных фаз и соединений, которые при обычных методах термообработки образоваться не могут;
•гомогенизируется фазовый состав, например, измельчаются и однородно распределяются карбиды в сталях.
Привлекательными для практики следствием таких изменений является повышение твёрдости, коррозионной стойкости и износостойкости поверхности материалов, уменьшение коэффициента трения, повышение динамической прочности изделий.
ИЗМЕНЕНИЕ МИКРОСТРУКТУРЫ ПОВЕРХНОСТНОГО СЛОЯ
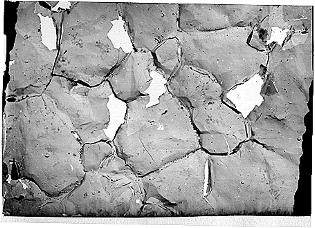
Нержавеющая сталь 12Х18Н10Т (Увеличение х4000 и х10000)
 |
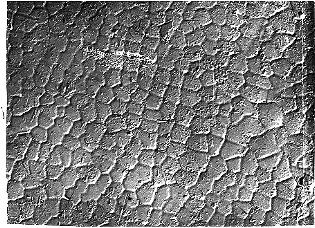 |
| Микрогеометрия поверхности до обработки электронным пучком (слева) и после обработки (справа) | |
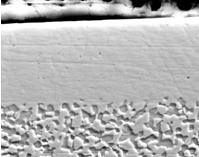
Защитное покрытие NiCoCrAlY
 |
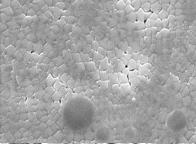 |
| Микрогеометрия поперечного сечения покрытия после обработки электронным пучком | Микрогеометрия поверхности покрытия после обработки электронным пучком |
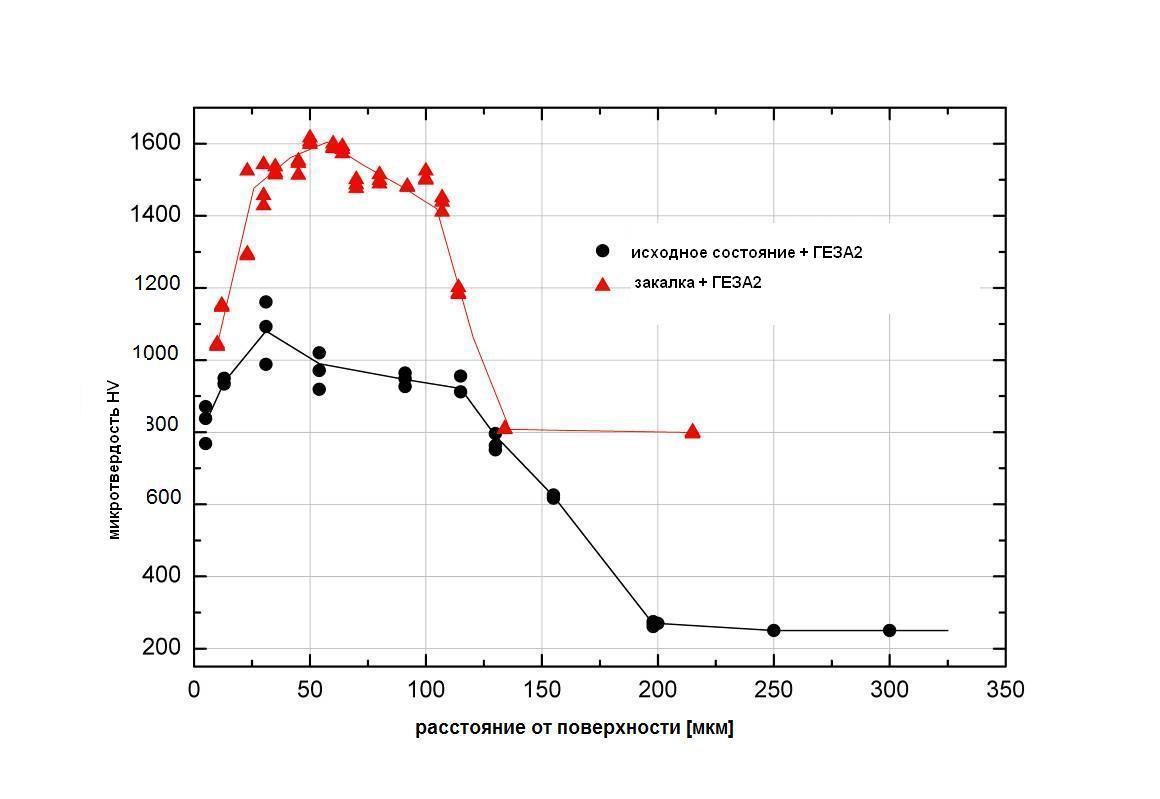
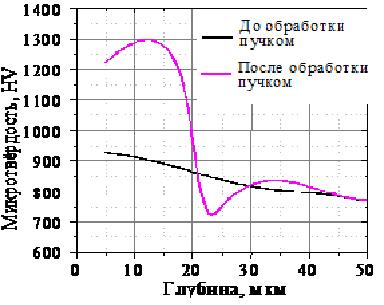
ПОВЫШЕНИЕ МИКРОТВЁРДОСТИ СТАЛЕЙ, ПРИМЕНЯЕМЫХ В АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ
| Марка Стали | Энергия электронов, кэВ | Длительность импульса, мкс | Толщина слоя, мкм | Твёрдость до обработки, кг/мм2 | Твёрдость после обработки, кг/мм2 |
| 40ХН2МА | 150 | 20 | 25 | 170 | 350 |
| 50Х20Н4АГ9 | 150 | 20 | 40 | 250 | 800 |
| 40Х9С2 | 100 | 8 | 18 | 300 | 700 |
| 40Х9С2 | 140 | 14 | 12 | 300 | 500 |
| 08КП | 180 | 6 | 22 | 200 | 1100 |
| 08КП | 150 | 20 | 50 | 200 | 700 |
| Ст6СП | 60 | 35 | 12 | 250 | 700 |
| Ст6СП | 180 | 8 | 25 | 250 | 550 |
 |
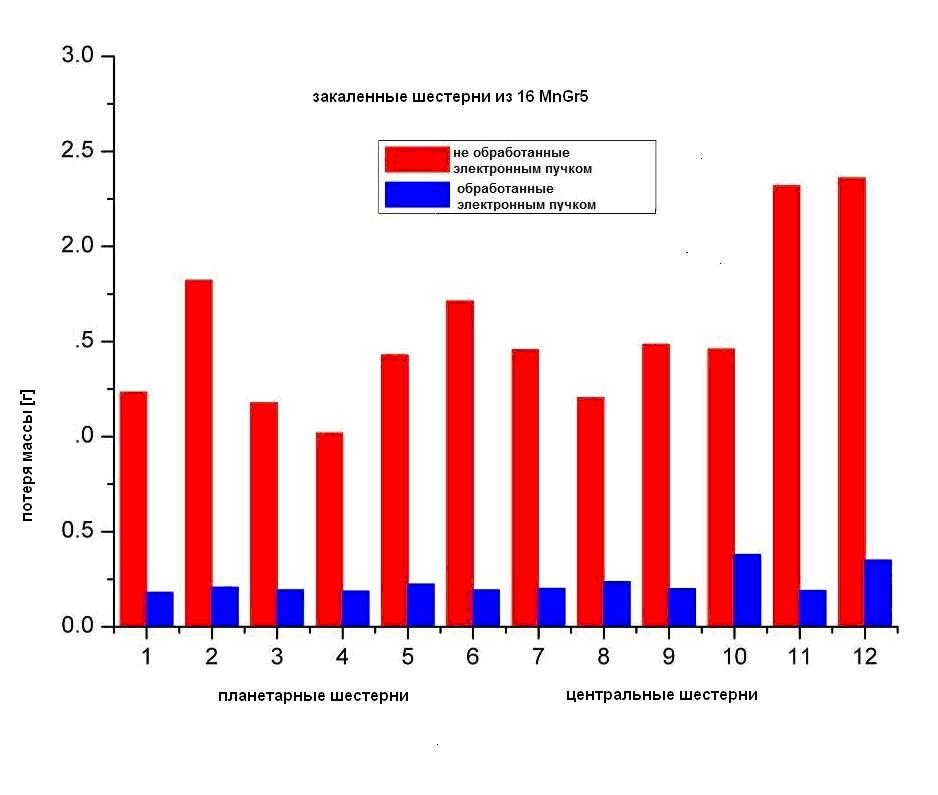
ПОВЫШЕНИЕ ИЗНОСОСТОЙКОСТИ ДЕТАЛЕЙ АВТОМОБИЛЬНЫХ ДВИГАТЕЛЕЙ
 |
Износ деталей (потеря массы) после испытаний в двигателей (18 прогонов по 2 часа каждый прогон)
| Деталь | Традиционная технология упрочнения, мг | Дополнительная обработка пучком | Коэффициент повышения износостойкости |
| Толкатель | 3,79 | 0,87 | 4,3 |
| Кулачок | 2,04 | 0,88 | 2,3 |
Износостойкость шестерен, обработанных и не обработанных электронным пучком. Повышение после обработки электронным пучком от 5 до 10 раз.
 |
ИЗМЕНЕНИЕ МИКРОСТРУКТУРЫ ОКСИДНОГО СЛОЯ НА ПОВЕРХНОСТИ ЗАЩИТНОГО ПОКРЫТИЯ
Импульсная электронно-пучковая обработка резко снижает скорость начальной оксидации защитного покрытия, что приводит к уменьшению толщины оксидного слоя в 2-3 раза. Различие в скорости роста оксидного слоя на полированной поверхности и обработанной пучком поверхности защитного покрытия обусловлено различной микроструктурой оксидного слоя.
 |
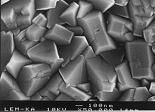 |
| Микроструктура оксидного слоя на поверхности защитного покрытия MeNiCrAlY после полировки (слева) и после обработки импульсным электронным пучком (справа). Испытания в течение 200 часов при 950оС. | |