ТЕХНОЛОГИЯ ЛАЗЕРНОЙ СВАРКИ
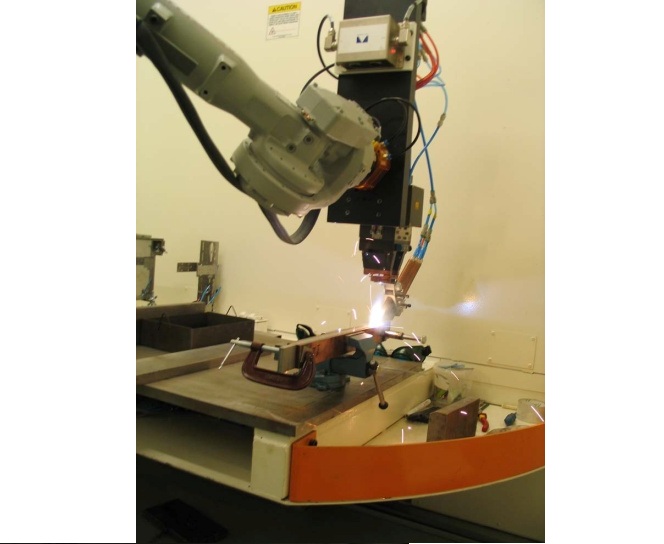
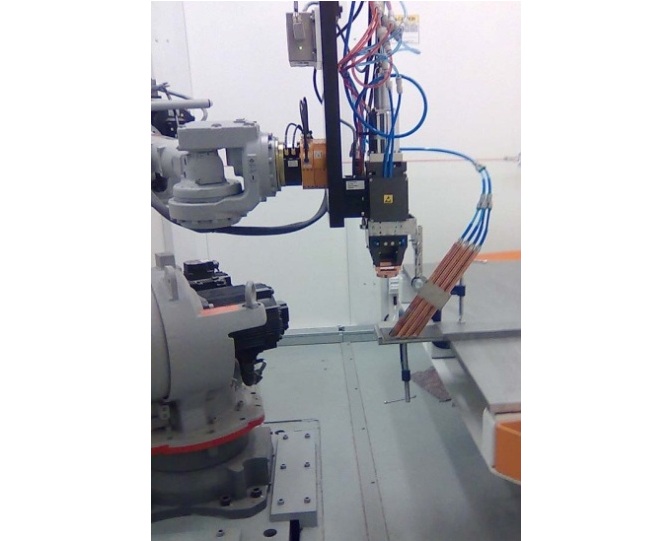
Стенд лазерной сварки на базе технологической лазерной ячейки Flex Lase (Рис. 1), включающий в себя: иттербиевый волоконный лазер ЛС-15 с мощностью непрерывного излучения до 15 кВт; робот Motoman UP50N, оснащенный сварочной лазерной головкой Precitec YW50 ZK и режущей головкой Precitec YR F100.
 |
 |
| Рис. 1 Стенд лазерной сварки: лазерная ячейка Flex Lase с лазером ЛС-15 и роботом Motoman UP50N | |
 |
 |
 |
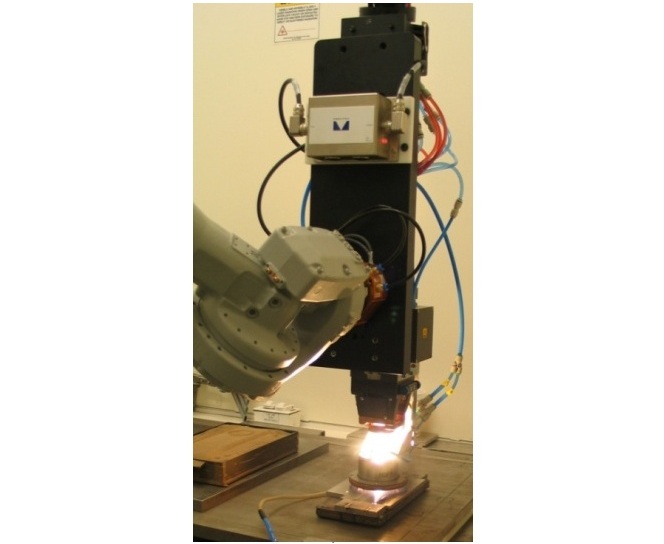 |
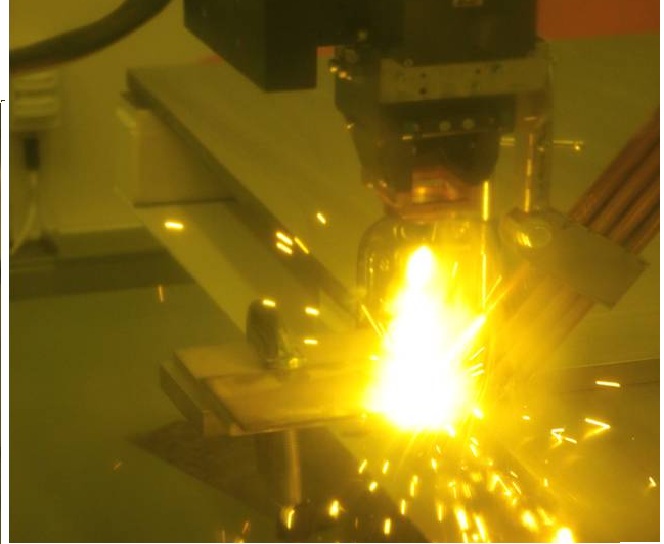
| Рис. 2 Процесс лазерной сварки | |||
Основной проблемой при отработке режимов сварки является наличие капель металла на корневой поверхности образцов и макетов, которые могут быть не доступны механической обработке в реальных изделиях.
Отработана технология лазерная сварка деталей из стали 316L и стали ХМ – 19 толщиной 7 – 11 мм, позволяющая получать корни швов без брызг и капель металла. Технология отработана как для сварки прямолинейных швов, так и для сварки криволинейных швов.
 |
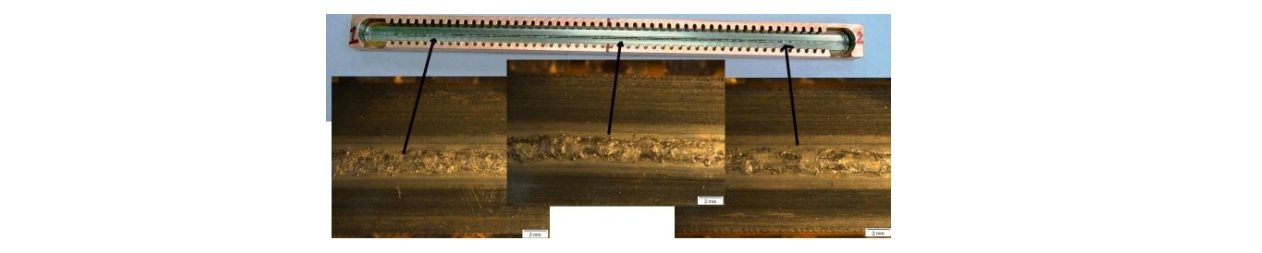 |
| Рис. 3 Внешний вид лицевой (а) и корневой (б) сторон сварного шва коробчатой структуры | |
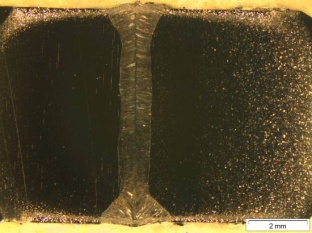 |
| Рис. 4 Макроструктура шлифов лазерной сварки коробчатой структуры с 10 кратным увеличением |
 |
 |
| Рис. 5 Изделия а) после сварки б) после механической обработки | |
 |
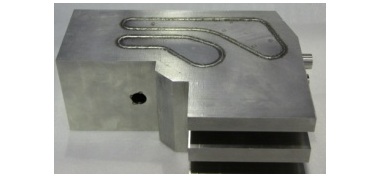 |
| Рис. 6 Образцы сварки криволинейных швов | |